
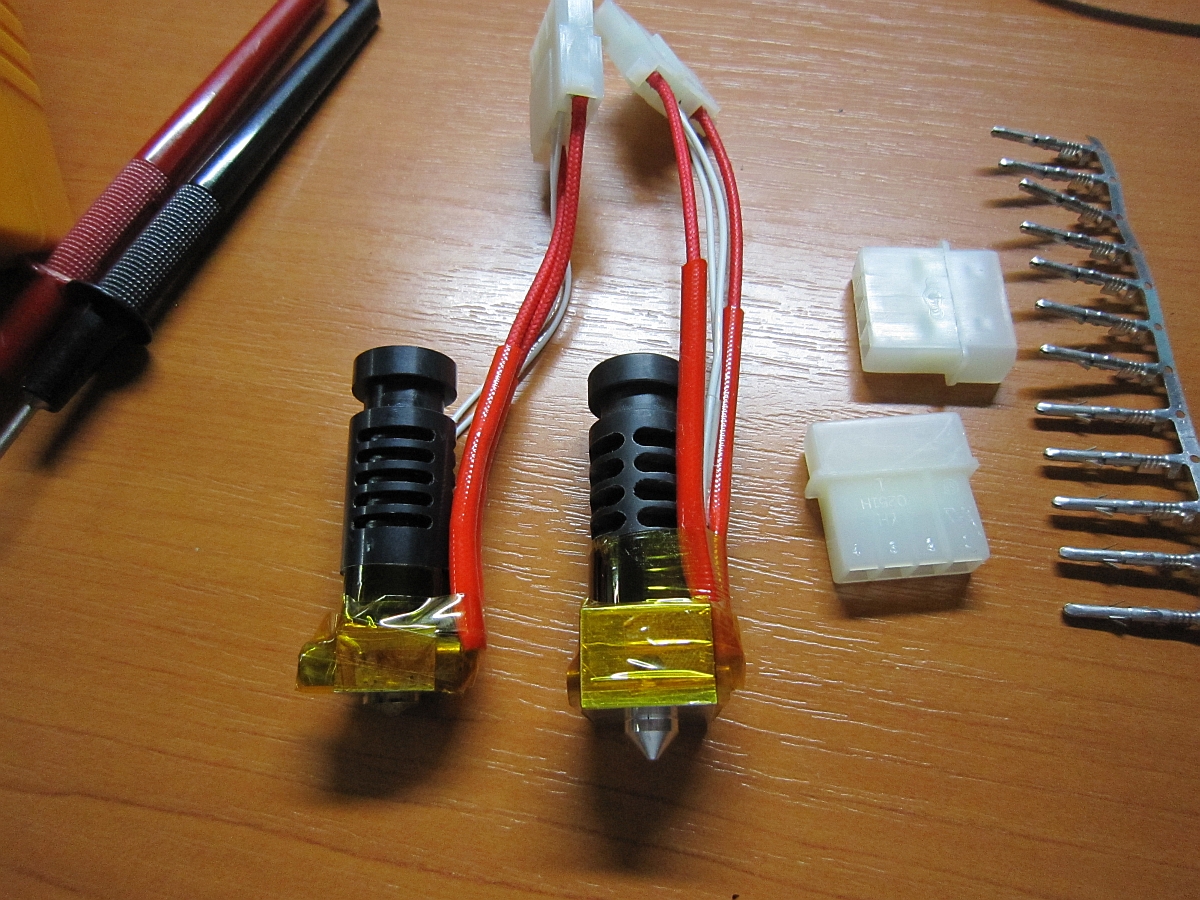
 V předcházejícím příspěvku jsem napsal o problému s extruderem – po jeho rozebrání, vyčištění od zbytků plastu a nové montáži jsem se rozhodl udělat několik úprav…První úprava spočívala ve zvýšení množství teflonové pásky při omotávání tak, aby po sešroubování byl vidět bílý prstýnek teflonu mezi mosazným tělesem topení a peekem. Omotání kaptonem jsem pak udělal tak, že je možné za pomocí baterky kontrolovat, zda je po celém obvodu vidět bílý teflon, což umožní včasnou detekci případného dalšího úniku. Protože mi mezitím dorazil z Číny objednaný další hotend s tryskou 0.4mm (na fotografii vpravo), jsem se snažil vymyslet způsob, jak docílit snadné výměny. Chtěl jsem použít konektory, které jsou dostupné, levné a snesou odpovídající proud do topícího tělíska. Původně jsem uvažoval nad konektorem k 3.5“mechanice, ale dle katalogových listů snesou kontakty proud pouze 2A, což na topení nestačí. Nezbylo tedy, než jako druhou úpravu použít konektory pro starší 5.25“ mechaniky, které zvládnou proud až 11A na kontakt.
V předcházejícím příspěvku jsem napsal o problému s extruderem – po jeho rozebrání, vyčištění od zbytků plastu a nové montáži jsem se rozhodl udělat několik úprav…První úprava spočívala ve zvýšení množství teflonové pásky při omotávání tak, aby po sešroubování byl vidět bílý prstýnek teflonu mezi mosazným tělesem topení a peekem. Omotání kaptonem jsem pak udělal tak, že je možné za pomocí baterky kontrolovat, zda je po celém obvodu vidět bílý teflon, což umožní včasnou detekci případného dalšího úniku. Protože mi mezitím dorazil z Číny objednaný další hotend s tryskou 0.4mm (na fotografii vpravo), jsem se snažil vymyslet způsob, jak docílit snadné výměny. Chtěl jsem použít konektory, které jsou dostupné, levné a snesou odpovídající proud do topícího tělíska. Původně jsem uvažoval nad konektorem k 3.5“mechanice, ale dle katalogových listů snesou kontakty proud pouze 2A, což na topení nestačí. Nezbylo tedy, než jako druhou úpravu použít konektory pro starší 5.25“ mechaniky, které zvládnou proud až 11A na kontakt.
Výsledná úprava i s montáží je vidět na dalším obrázku.
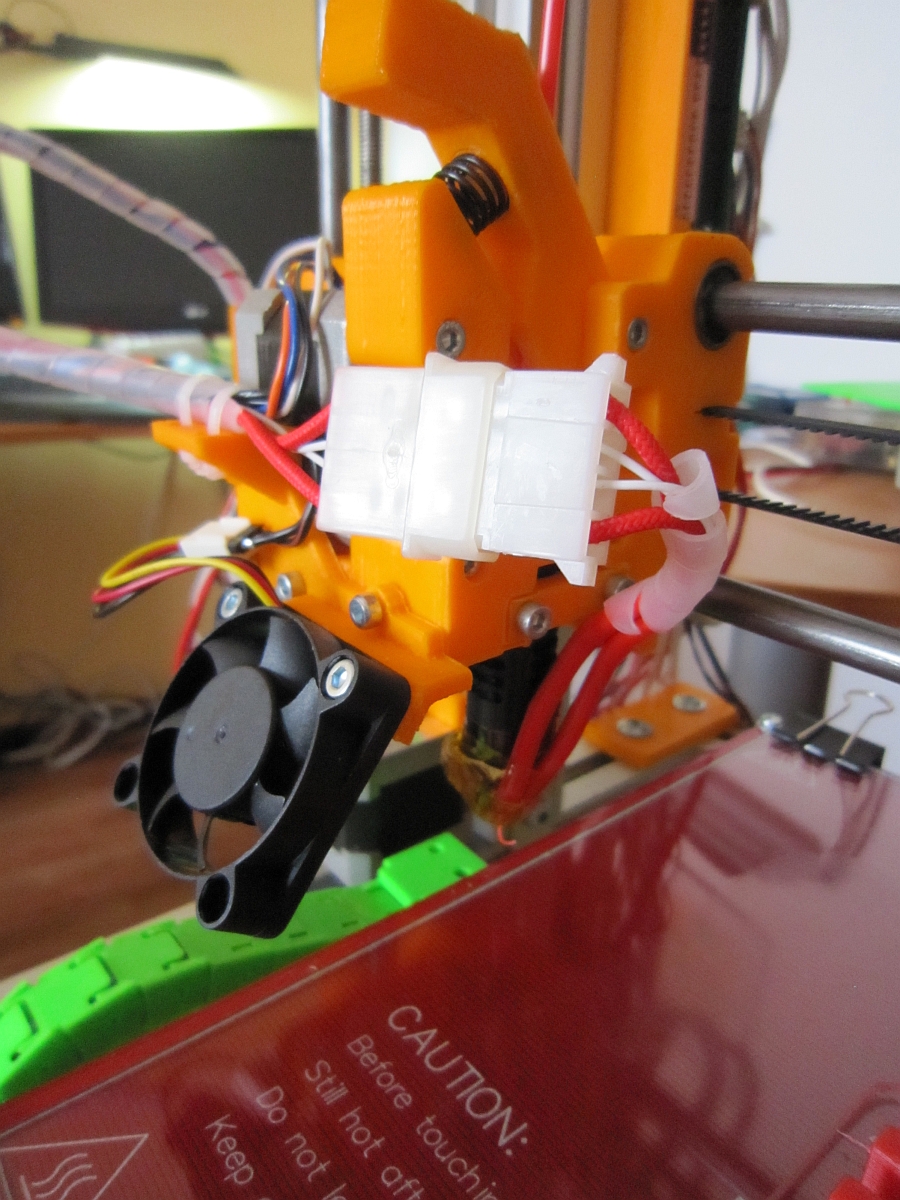
Velikost konektoru bohužel trochu vadí při vizuální kontrole zubatice, ale není to nic tragického a je bohatě vyváženo snadností výměny tělesa.
A co ten parní stroj?…
Nově namontovaný extruder jsem potřeboval také vyzkoušet – šlo nejen o funkčnost vlastního extrudéru, ale také o to, zda teploměr topení neovlivní nově přidané kontakty (přece jen hodnotu samočistícího proudu na kontaktech pro teploměr nedosáhnu), takže jsem potřebovyl vytisknout něco složitějšího, co by trvalo déle. Kdysi jsem měl od svého dědečka slíbený parní stroj, ten svůj slib nestihl splnit, takže mi ho slíbil táta, který to bohužel také nestihl. Na tohle jsem si vzpoměl, když jsem na thingverse narazil na model parního stroje pro 3D tiskárnu , který se mi zalíbil. Stáhl jsem STL soubory, rozmístil na podložku (viz. další obrázek)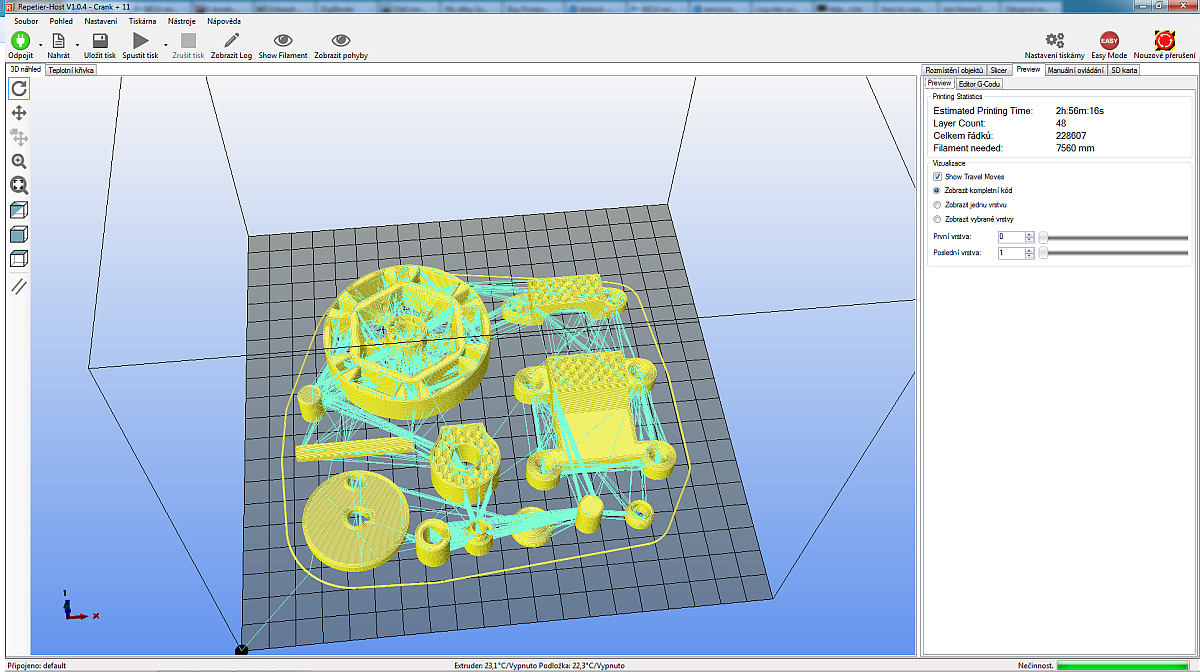
a spustil tisk. Po třech hodinách tisku mi ale začalo být něco divné – displej hlásil, že do konce tisku zbývá cca 30 minut, ale výtisky nevypadaly, jako před dokončením. Po ukončení tisku na podložce stálo tohle
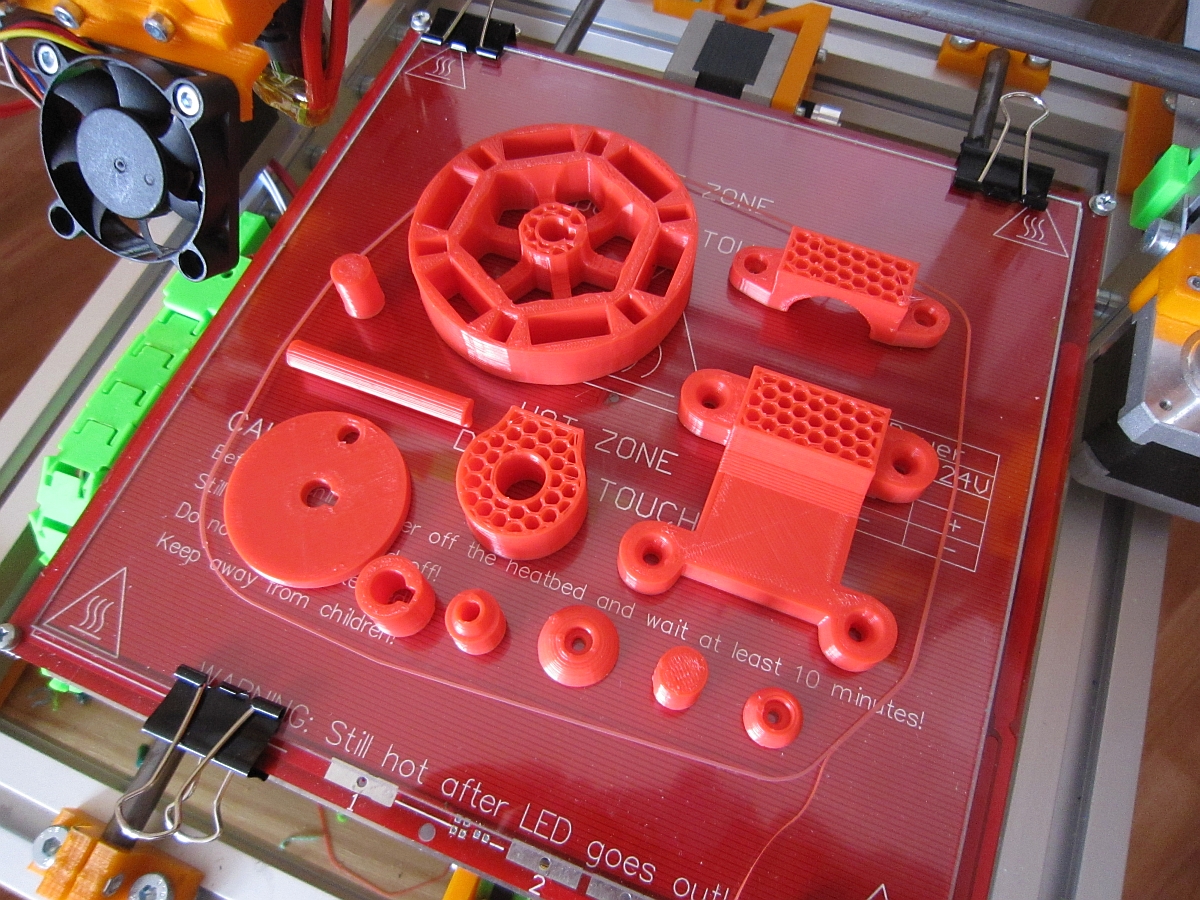
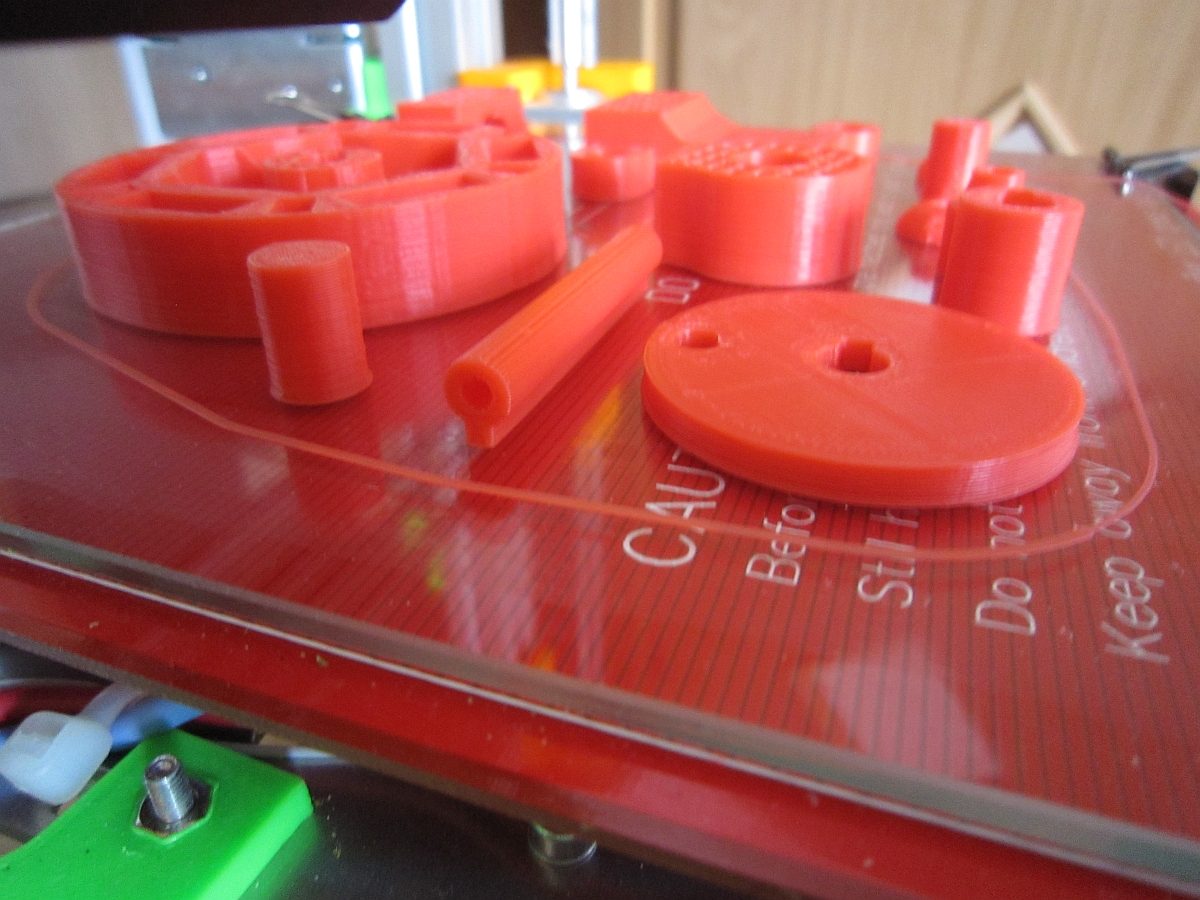
Kvalita tisku naprosto perfektní, bohužel ale tisk nebyl dokončený. Začal jsem tedy hledat, kde se stala chyba a proč se stalo to, co se stalo. V Repetier-Hostu jsem si zapnul logovací okno (už nikdy víc bez něj) a spustil nové slicování stejných modulů. Výsledek je na dalším obrázku
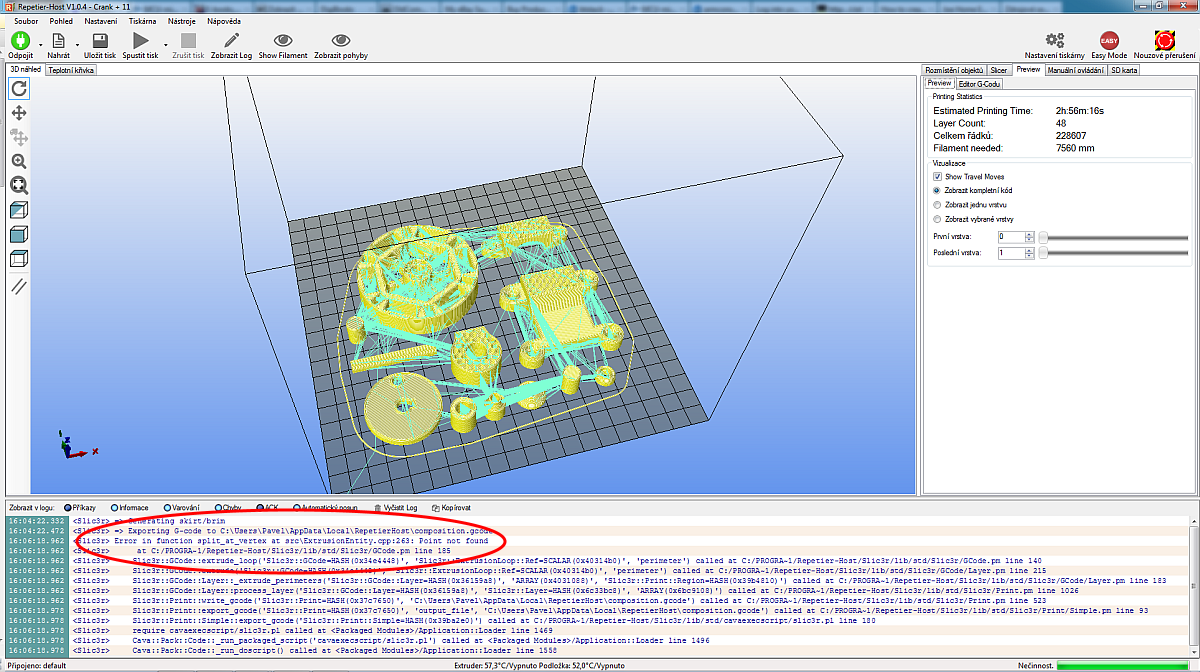
V označené části je vidět, že Slic3r narazil při slicování na nějaký problém a ukočil se. Chybu přitom nepřevzal Repetier-Host a mojí chybou bylo, že jsem výsledek slicování podrobněji nezkontroloval. Poučení je jasné – VŽDYCKY slicovat se zapnutým logovacím oknem a kontrolovat výsledek slicování alespoň na výskyt chybových hlášení Slic3ru…
Dobry den, chtel bych se zeptat jak tiskne try ska z ciny oproti originalu. Chystam se take postavit tiskarnu a nevim jaky pouzit exzruder. Libi se mi prave tryska jhead. Narazil jsem na ni na ebay za velmi prijatelnou cenu. Cetl jsem ze ta z ciny je spatna. Jelikoz jsem nasel vas ze ji mate tak proto se ptam zrovna vas jak na tom je 🙂 . moc vam dekuji predem za odpoved a preji vam hodne dtesti a zdravi do roku 2015 🙂
Dobrý den,
ano – mám dvě peekové trysky. 0.5mm, která byla dodaná ve stavebnici a 0.4mm z Číny, kterou jsem objednal když ta první začala téct. Čínskou trysku jsem používal cca 7 tiskových hodin (než jsem opravil tu původní) bez nějakých problémů. Pouze jsem musel trošku snížit teplotu na extruderu (o cca 5-10 stupňů). V čem má být ta tryska z Číny špatná?
Také přeji hodně štěstí a zdraví…
Dovolím si malou poznámku ke konektorům: použil bych zlacené konektory pro rc modely (4mm gold) dva páry se dají sehnat za 40kč a trvalý proud zvládnout přes 30A
Ano, je to taky možnost, jen mě prostě nenapadla (navíc ty konektory mám někde doma…). Dobrá připomínka-díky.